01
Purpose
〇防錆
錆びやすい金属の表面を腐食しにくい金属で覆うことで、素材が錆びないようにします。
めっきではないですが、黒染めをすることで金属表面に黒色の四酸化三鉄被膜を形成させ錆を防ぐ方法もあります。 ニッケルクロムは酸化膜で空気中の水分を跳ね返します。 鉄素材への亜鉛めっきなどが一般的です。
実は・・・皆さんの日常は、かなりめっき製品にも支えられているんです。 めっきだらけといっても過言ではありません。
例えば、
*食事をするときのスプーンやフォーク・ナイフ
*水道の蛇口やドアノブ
*テレビ・携帯・ゲーム機
*自動車
*家や家具に必要な釘やねじ
どれも、毎日お世話になっている物だと思います。 これらは、ほんの一部で、まだまだ数えきれないほどのめっき製品・めっき部品が存在します。
こちらでは、めっきの歴史から何のためにめっきをするのか、などの基本のお話をしたいと思います。




紀元前1500年頃、現在のイラクであるメソポタミア北部のアッシリアで、金属の腐食を防ぐために「錫」めっきが行われていたのが最古の記録になります。
世界最古のめっき・・・メソポタミア時代の鉄器(3500年前)への錫めっき
日本最古のめっき・・・飛鳥寺大仏(1400年前)のアマルガム金めっき
めっきとは、金属素材などの表面に、薄い金属被膜を被覆させる表面処理です。
めっきをする目的は、大別すると「防錆」「装飾」「表面硬化」「機能性付与」があげられます。
〇防錆
錆びやすい金属の表面を腐食しにくい金属で覆うことで、素材が錆びないようにします。
めっきではないですが、黒染めをすることで金属表面に黒色の四酸化三鉄被膜を形成させ錆を防ぐ方法もあります。 ニッケルクロムは酸化膜で空気中の水分を跳ね返します。 鉄素材への亜鉛めっきなどが一般的です。
〇装飾
見た目を美しく仕上げる目的で、光沢や色合いなどで外観の付加価値を向上させます。
アクセサリーなどに施す金めっきやロジウムめっき、自動車の内外装品に行うクロムめっきなどが代表的です。
〇表面硬化
金属表面にめっきを施し表面を硬化させることで熱、衝撃に対する抵抗を強くし耐久性を向上させます。
中でも硬質クロムは最も硬く、鉄の5倍ほどの硬さになります。 しかも、表面粗度が鉄よりも細かいので耐摩耗性にも優れています。
〇機能性付与
めっき皮膜により電気伝導性や耐熱性、磁気特性、はんだ濡れ性など様々な機能を付与することができます。
めっきとは、金属の表面に他の金属を薄くコーティングする技術です。 この技術により、金属製品の耐食性や美観が大幅に向上します。
当社が行っている湿式めっきは、電気めっきや無電解めっきなどの方法があります。
例えば・・・
~電気ニッケルめっき~
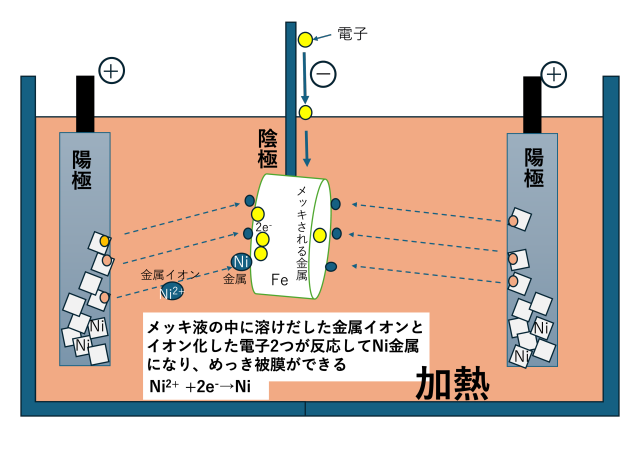
電気ニッケルめっきは、めっきされる素材(鉄など)を陰極(-極)、めっきする金属(ニッケル)を陽極(+極)として、ニッケルイオン(Ni+2)を含む水溶液(電解液)に浸します。
そして、陽極側から出ている陽極を帯びたニッケルイオンが、イオン化した電子(e-)2個をプラスの電価を持ったニッケル(Ni+2)と反応しニッケルめっき被膜が出来上がります。
ちなみに電子は、めっきされる素材に陰極の電気を流し、素材から電子が飛び出るようにします。
~無電解ニッケルめっき~
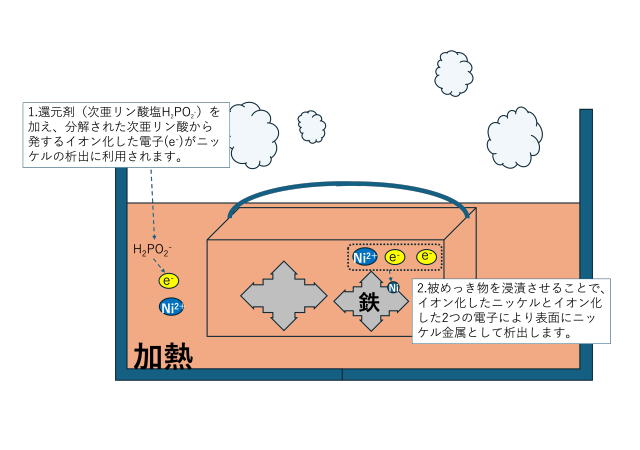
無電解ニッケルめっきは化学反応を利用して金属を析出させます。電気を使わずに行うため、複雑な形状の物体にも均一にめっきを施すことができます。
めっき液中に還元剤を加え、化学反応を促進します。還元剤がニッケルイオン(Ni+2)を還元し、めっきされる素材を浸漬させることで、イオン化したニッケル(Ni+2)とイオン化した電子(e-)2個により表面にニッケルめっき被膜が出来上がります。
良いめっきをするには「前処理工程」「液管理」「治具管理」が重要になってきます。 これらを徹底的に行わないとめっき不良に繋がってしまいます。
前処理とは、めっきを妨害するすべての要素を取り除いて製品の表面を活性化させることです。 はじめに、電解脱脂や浸漬脱脂で製品の表面に付いている油脂や汚れを除去します。 つぎに、酸電解洗浄では金属製品を硫酸や塩酸などの酸性溶液の中に浸漬させ、電流を流し、錆びやスケール(金属表面にできる酸化被膜)、熔接の焼けなどを除去します。 酸洗浄工程でスマット(炭素やケイ素などの不純物)が素地表面に発生することもありますので、プラス電解などのスマット除去工程も重要です。 そして、めっき直前の処理でごく薄い酸化膜を除去し、活性な素地面を出します。
液管理とは、前処理で使うアルカリ脱脂液や酸洗浄液、そしてめっき液などの濃度や温度、不純物量を最適に管理することです。 そのためには日ごろから液の分析や液温の管理を怠らず、また槽の中に不純物を入れないことが大切になってきます。
治具管理とは、主に劣化した治具のメンテナンスや治具に付着しためっきを剥離することです。 劣化した状態で使い続けると、膜厚不足やめっきムラ等の不良を発生させる原因になります。 お客様の多種多様な製品に適合する治具を使うために日々のメンテナンスが大切です。
鉄、銅、銅合金、アルミニウムが代表的で、きちんとした規格の材料を使用していただければ、安心してめっきのできる素材です。
他にもプラスチック等の非金属にもめっきは可能ですが、当社では金属の表面処理に特化しています。


当社が扱っていない材質であっても、繋がりのあるめっき工場様とのネットワークを駆使し、幅広く対応することができます。
鉄、銅、銅合金、アルミニウムが代表的で、きちんとした規格の材料を使用していただければ、安心してめっきのできる素材です。
他にもプラスチック等の非金属にもめっきは可能ですが、当社では金属の表面処理に特化しています。
当社が扱っていない材質であっても、繋がりのあるめっき工場様とのネットワークを駆使し、幅広く対応することができます。
