
「パーカーライジング」という言葉を耳にしたことはありますか?自動車のボディ・機械部品・銃器まで、私たちの身の回りの金属製品の多くに施されているこの表面処理は、100年以上の歴史を持つ信頼の技術です。本コラムでは、パーカーライジングの基礎知識から専門的な詳細まで、わかりやすく解説します。
1. パーカーライジングとは? — 定義と基礎知識
1-1. 基本的な定義
パーカーライジング(Parkerizing)とは、鉄鋼・亜鉛・アルミニウムなどの金属表面に、リン酸塩の結晶皮膜を化学反応によって形成する表面処理技術です。
日本工業規格(JIS)では「リン酸塩処理」と呼ばれ、「ボンデ処理」「リン酸処理」などの別名でも知られています。
1-2. 名称の由来
1909年、アメリカのトーマス・コスレット(Thomas Coslett)が特許を取得したこの技術は、その後「Parker Rust Proof Company(パーカー防錆会社)」によって広く商業化されました。同社の名前にちなんで「パーカーライジング」と呼ばれるようになり、世界中に普及しました。
第二次世界大戦中には米軍の銃器に標準採用され、その信頼性が実証されています。
1-3. どんな効果があるの?
| 処理によって得られる効果 | 具体的なメリット |
|---|---|
| 防錆・耐食性の向上 | 金属表面を酸化から守り、赤錆の発生を大幅に抑制 |
| 塗装密着性の向上 | 多孔質の皮膜が塗料を強固に定着させ、剥がれを防ぐ |
| 潤滑性の付与 | 皮膜の微細な孔が潤滑油を保持し、摩擦を低減 |
| 耐摩耗性の向上 | 硬い結晶皮膜が表面を保護し、摩耗を抑える |
| 電気絶縁性 | 薄い不導体皮膜が電気的絶縁の役割を果たす |
2. 化学反応の仕組み — なぜ金属表面に皮膜が形成されるのか
2-1. 反応の全体像(フロー)
パーカーライジングの反応は、大きく3つのステップで進みます。
- STEP 1 酸によるエッチング(溶解)
リン酸が金属表面と反応→鉄イオン(Fe²⁺)溶出+H₂ガス発生 - STEP 2 pH上昇・過飽和
H₂発生で界面のpHが局所的に上昇→リン酸塩が過飽和状態に - STEP 3 リン酸塩結晶の析出・皮膜形成
Zn²⁺・Mn²⁺・Fe²⁺がリン酸塩として表面に析出・成長
2-2. 主な化学反応式
▶ 第1段階:酸による溶解
Fe + H₃PO₄
→ FePO₄ + 3/2 H₂↑
Fe + 2H⁺
→ Fe²⁺ + H₂↑※この反応で鉄表面が活性化され、皮膜形成の準備が整います。水素ガスの発生が処理液をかき混ぜる役割も果たします。
▶ 第2段階:リン酸塩の析出
【亜鉛系】 3Zn²⁺ + 2H₂PO₄⁻
→ Zn₃(PO₄)₂↓ + 4H⁺
【マンガン系】 Mn²⁺ + HPO₄²⁻
→ MnHPO₄↓
【鉄系】 Fe²⁺ + HPO₄²⁻
→ FeHPO₄↓※↓ は固体として析出(沈殿)することを意味します。この結晶が皮膜の本体です。
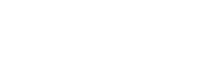
2-3. 皮膜の構造と特徴
形成されたリン酸塩皮膜は、電子顕微鏡(SEM)で観察すると無数の微細な結晶が密集した多孔質構造をしています。
- 皮膜厚さ:約1〜50μm(処理方法・条件により異なる)
- 多孔質構造:潤滑油・塗料を保持する「アンカー効果」を発揮
- 化学的安定性:強酸・強アルカリを除き、安定して存在する
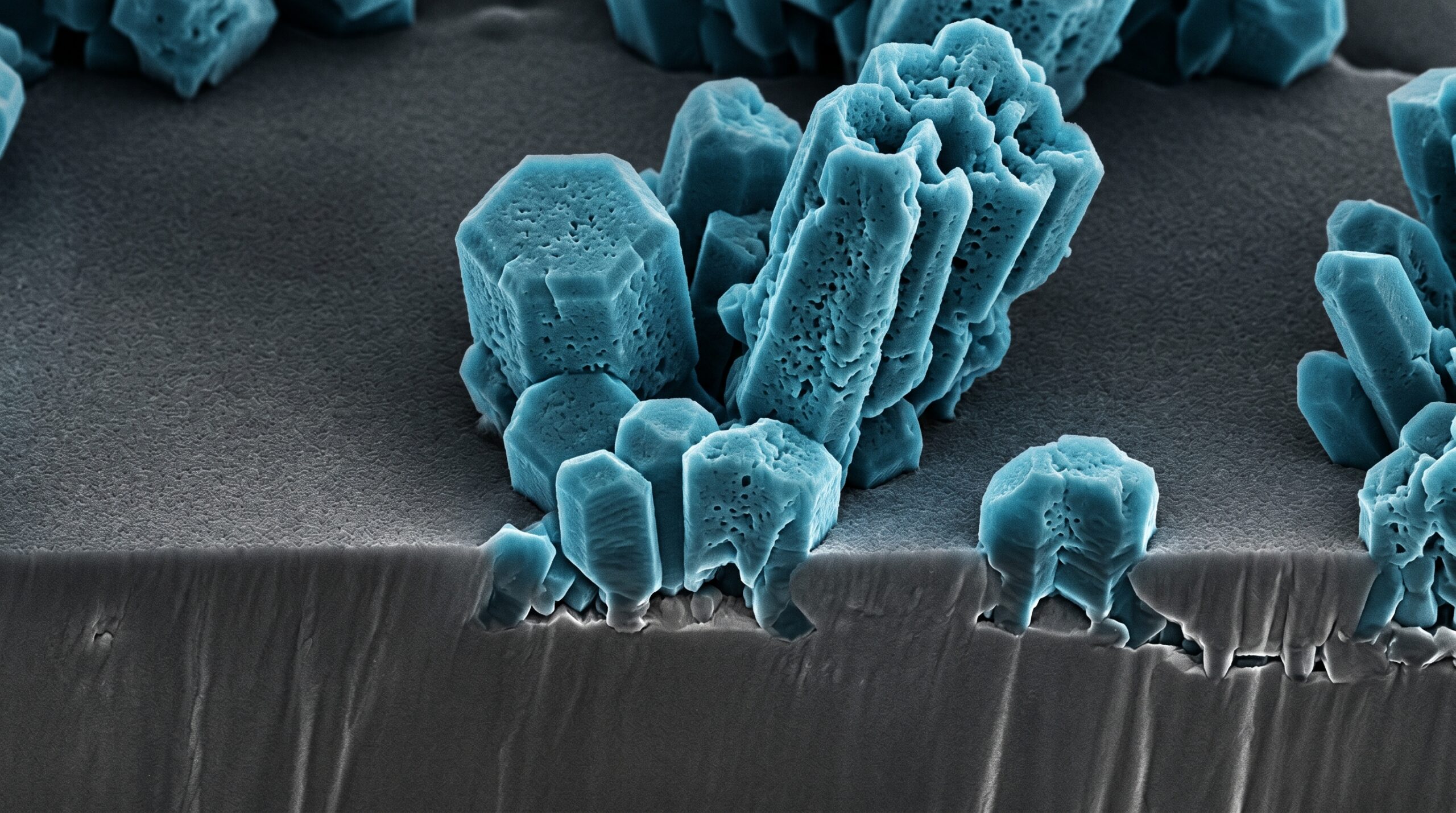
3. 記号・英語表記 — 図面や仕様書の読み方
3-1. JIS規格における表示記号
機械図面や製品仕様書では、パーカーライジング処理はJIS H 0401に基づく記号で表記されます。
| 処理の種類 | JIS記号 | 英語表記 | 備考 |
|---|---|---|---|
| リン酸亜鉛処理 | Znp | Zinc Phosphate | 最も一般的な塗装下地処理冷間鍛造の潤滑被膜 |
| リン酸マンガン処理 | Mnp | Manganese Phosphate | 防錆・潤滑用途に多用 |
| リン酸鉄処理 | Fep | Iron Phosphate | 軽工業・家電の前処理 |
| リン酸亜鉛カルシウム処理 | ZnCap | Zinc Calcium Phosphate | 自動車ボディ向け高機能品 |
3-2. 図面表記の例
3-3. 英語・多言語での呼称一覧
| 言語 | 呼称 |
|---|---|
| 日本語 | パーカーライジング / リン酸塩処理 / ボンデ処理 / リン酸処理 |
| 英語 | Parkerizing / Phosphate Conversion Coating / Phosphating |
| ドイツ語 | Phosphatierung(フォスファティールング) |
| 中国語 | 磷化处理(リンファチュリー) |
4. 用途・適用事例 — どんな製品に使われているか

4-1. 自動車産業
パーカーライジングが最も大規模に使用される産業です。1台の乗用車ボディには、塗装前処理として数百〜数千平方メートルのリン酸亜鉛処理が施されています。
- 車体(ボデーシェル):電着塗装前のリン酸亜鉛処理(SDライン)
- エンジンブロック・クランクシャフト:リン酸マンガン処理+防錆油
- トランスミッション歯車・ギア:リン酸マンガン処理+潤滑油
- ブレーキドラム・キャリパー:リン酸亜鉛処理後コーティング
4-2. 産業機械・建設機械
- 油圧シリンダー・ピストン:摩擦低減と防錆を同時に実現
- 建設機械フレーム・アーム:屋外耐候塗装の下地として
- 農業機械外装パネル:長期防錆性の確保
- 工作機械のガイドレール・摺動部:精密な潤滑皮膜の形成
4-3. 軍事・防衛分野
パーカーライジングの発展と切り離せないのが軍事利用です。暗色(黒〜濃灰色)で目立たず、過酷な環境でも安定した防錆性能を発揮します。
- 小火器(ライフル・拳銃)の銃身・スライド・フレーム
- 弾薬ケース・砲弾部品
- 軍用車両・航空機の構造部品
4-4. 一般工業・家電・建材
- 冷蔵庫・洗濯機の外板:リン酸亜鉛処理後の電着塗装
- スチール製棚・収納家具:リン酸鉄処理後の粉体塗装
- 建築用鋼材・サッシ部品:防錆下地として
- 電気機器筐体・制御盤
4-5. 用途別・処理種類の選び方
| 用途・目的 | 推奨処理 | 理由 |
|---|---|---|
| 塗装前処理(自動車・家電) | リン酸亜鉛処理(Znp) | 塗膜密着性が最も優れる |
| 防錆+潤滑(ギア・ピストン) | リン酸マンガン処理(Mnp) | 耐摩耗・油保持性が高い |
| 軽工業品の塗装前処理 | リン酸鉄処理(Fep) | 低コスト・短工程 |
| 銃器・軍用部品 | リン酸マンガン処理(Mnp) | 暗色・防錆・潤滑の三拍子 |
| アルミ・亜鉛ダイカスト品 | リン酸亜鉛処理(フッ化物添加) | 非鉄金属への密着性確保 |
5. 注意点・よくある失敗と対策

5-1. 前処理(脱脂)が最重要
パーカーライジングの品質は「前処理」で9割が決まると言っても過言ではありません。金属表面に油脂・防錆油・加工油が残っていると、リン酸塩皮膜が正常に形成されません。
5-2. 代表的な不良現象と原因・対策
| 不良現象 | 主な原因 | 対策 |
|---|---|---|
| 皮膜が形成されない | 脱脂不足/表面調整液の劣化 | 脱脂再確認・表面調整液の交換 |
| 皮膜が粗大・不均一 | 表面調整不足/温度過高 | 表面調整追加・温度を規定値に戻す |
| 白斑・白錆が発生 | 水洗不足・乾燥不足 | 水洗強化(純水最終リンス)・乾燥条件見直し |
| 塗膜のフクレ | 皮膜重量過大・水洗不足 | 皮膜重量を低減・水洗pH確認 |
| 処理液のスラッジ過多 | 鉄分蓄積 | 液更新の検討 |
5-4. 安全・環境上の注意
6. まとめ

パーカーライジング(リン酸塩処理)は、100年以上の歴史を持ちながら、現代の製造業においてもなお不可欠な表面処理技術です。
処理の種類(亜鉛・マンガン・鉄)や後処理の選定は、用途・素材・コストのバランスで決まります。「どの処理が自社製品に最適か?」とお悩みの方は、ぜひ当社にご相談ください。
関連用語集
パーカーライジングに関連する専門用語をまとめました。図面や仕様書を読む際の参考にご活用ください。
| 用語 | 読み | 英語表記 | 説明 |
|---|---|---|---|
| リン酸塩処理 | りんさんえんしょり | Phosphate Conversion Coating | パーカーライジングの日本語正式名称。JIS H 0401で規定される。 |
| ボンデ処理 | ぼんでしょり | Bonderizing | リン酸亜鉛処理の商標名。主に自動車の塗装前処理で使われる呼称。 |
| 全酸度(TA) | ぜんさんど | Total Acidity | 処理液中の酸成分の総量。点滴定(ポイント)で管理する。 |
| 遊離酸度(FA) | ゆうりさんど | Free Acid | 処理液中の未反応の遊離リン酸量。高すぎると皮膜が形成されにくい。 |
| 表面調整 | ひょうめんちょうせい | Surface Conditioning | リン酸塩処理前にチタンコロイドを付着させ、皮膜を均一・微細にする工程。 |
| スラッジ | すらっじ | Sludge | 処理液中に析出する不溶性の沈殿物。定期的な除去・液管理が必要。 |
| 電着塗装 | でんちゃくとそう | Electrodeposition Coating | 水溶性塗料に部品を浸漬し電気で塗膜を析出させる塗装法。リン酸処理後に使われることが多い。 |
| RoHS指令 | ろーすしれい | RoHS Directive | EUの有害物質使用制限指令。六価クロム後処理の代替化が必要になる根拠法規。 |
| 皮膜重量 | ひまくじゅうりょう | Coating Weight | 単位面積あたりのリン酸塩皮膜の質量(g/m²)。品質管理の基本指標。 |
| ジルコニウム処理 | じるこにうむしょり | Zirconium Conversion Coating | リン酸処理の代替となる次世代型化成処理。スラッジが少なく環境負荷が低い。 |
パーカーライジング処理のご依頼・ご相談
▶ 関連コラム
- コラムNo.02:亜鉛めっきとパーカーライジング、どちらを選ぶべきか?
- コラムNo.03:電着塗装のしくみと前処理の重要性
- コラムNo.04:RoHS対応・クロムフリー表面処理の最新動向